- Valtria in News -
How Annex 1 GMP affects airlocks and SAS of materials in cleanrooms
Introduction
The main purpose of a Clean Room or Clean Area is to isolate operations and processes from the outside environment, which is considered uncontrolled and highly polluting.
However, the very dynamics of the operations and processes require continuous interaction with the outside, both for the input of raw materials and materials into the Clean Room and for the output of finished products and wastes from the Clean Room to the outside.
The continuous interaction with the outside or with other lower grade parts of the Clean Room itself is one of the main sources of contamination and one of the fundamental points to take into account in the design of a Clean Room.
Annex 1 GMP defines Airlock as an enclosed space with interlocked doors, constructed to serve as a physical separation and maintain air pressure control between adjacent rooms (usually of different air cleanliness standards).
The purpose of an airlock is to prevent the entry of particulate contamination and microorganisms from a less controlled area.
Therefore, whenever there is a change of GMP Grade between rooms there should be an airlock.
Annex 1 also defines “Pass-through hatch” as a synonym for airlock, but usually of a smaller size.
An airlock is generally considered to be a room, i.e. an enclosure of sufficient size and access dimensions to allow a person to enter the room.
A SAS (Safety Access System), also called a Pass Through Hatch, Pass-Through Hatch or Transfer Chamber is a smaller airlock, with an interior size and door dimensions that physically prevent a person from entering.
As a general rule, material airlocks should be separate from personnel airlocks.
When this is not physically possible, it must be justified and procedures must be implemented to avoid contamination.
The procedures should be aimed at separating in time both functions: personnel and materials, ensuring the cleaning and decontamination of the airlock before the change of use.
Airlocks, regardless of their size, must be treated with active filtered air of sufficient quality to the grade they must maintain.
Air coming from another room, even if it is classified, is not considered of sufficient quality if it has not undergone a filtering process before entering the airlock.
An airlock must have, at rest, the same grade as the room it leads to, for that reason any airlock needs filtered air to achieve classification.
Even a hatch type SAS communicating with a grade D room should have grade D at rest and therefore filtered air.
The interlock is an electromechanical or electromagnetic element that can block and physically prevent the opening of a door, when the opposite door is open.
Airlock and SAS doors leading to grade A or B rooms must have an interlock that prevents their physical opening.
For grades C and D, an opening control system using visual (traffic light) or audible (siren) devices is permitted.
When deemed necessary, a delay in the opening of the access door may be established to ensure the cleanliness of the airlock before opening the door to the most restrictive room.
Airlocks
Material Airlocks
The fundamental task of airlocks is to protect the room they access, the level of protection offered by the airlock must be proportional to the degree of cleanliness of the room.
Material airlocks do not have to maintain an ascending grade of classification like locker rooms.
A material airlock can communicate an Unclassified Area with a Classified Area in a single passage (double door) provided that it provides sufficient protection, e.g. by ultra-filtered air, chemical decontamination, one-way direction etc….
Material airlocks to A or B zones
Zone A/B is the most critical zone within the aseptic process, the limits of viable particles (microorganisms capable of growth) are strictly low.
0 cfu (colony forming units) in grade A and 10 cfu in air or 5 in sedimentation plate for grade B.
Therefore, the transfer of materials to A/B zones is one of the most critical activities in the aseptic process and may jeopardize the microbiological classification of the A/B zone.
In order to reduce the potential for contamination, material airlocks in A/B zones should preferably be unidirectional, i.e., they should be used in one direction only, either inlet or outlet.
Materials entering grade A or B must be sterilized.
This is achieved in steam autoclaves or dry heat sterilization ovens (depyrogenation), when it is not possible to sterilize, because the materials can be damaged by heat, another system should be used that achieves the same objective of not introducing contamination.
Basically a double door airlock with a chemical disinfection system, which produces a bioburden reduction effect.
When the materials cannot be sterilized in the incoming process (autoclave or oven), they must be supplied already sterile, protected by double or triple hermetic bags.
In this case the airlock must ensure biological decontamination to the outside of the bag.
The number of bags should be at least equal to the number of steps through different grades that the material has to pass through.
The final passage to the A-B zone should be done by chemical decontamination or by a process, usually automatic, that allows the removal of the outer bag avoiding contamination of the sterile inner bag.
The decontamination, or sterility of the transfer process must be validated.
No decontamination process is required for the exit of materials from zones A or B, but it must be ensured that the sluice chamber recovers the B classification after the exit process.
If the same airlock is used for entry and exit, a time separation must be established between entry and exit and decontamination controls must be implemented to ensure protection of the A-B grade area at all times, especially when the airlock is used again for sterile material entry.
In this case, automatic or manual chamber cleaning and decontamination processes should be defined and validated, implemented after use for exit and before use for entry.
In material airlocks it is not necessary to follow a staggering of grades, a material airlock can communicate the A/B zone with grade D zones or even unclassified zones, provided that cleaning and decontamination procedures appropriate to the risk are defined and validated.
Material airlocks to zones C and D
Airlocks must also be used for access of materials to zones C and D and their characteristics must be defined based on a risk analysis of the zone they access.
The requirements are not as strict as those for airlocks for A/B zones, but as a minimum they must have door opening signs and active filtered air inside.
Other processes such as automatic or manual disinfection can be incorporated depending on the risk analysis and the Contamination Control Strategy (CCS).
Airlock
This type of airlock is connected to the HVAC system so it can maintain a GMP rating and differential pressure.
The airlock is already capable of maintaining a certain interior rating, however, opening the door on the “dirty” side affects the rating of the airlock so a system is desirable to ensure that the interior of the airlock has regained the specified rating before proceeding to open the door on the “clean” side.
This effect can be achieved by supplementing the interlocking system with a time delay that delays the opening of the door until the airlock recovers the classification grade.
A recovery test performed during the validation stage will give an indication of what the delay time should be.
Another problem with this type of locks is the possibility of personnel access to the interior of the lock.
As a general rule, material locks cannot be used for personnel access.
The fundamental difference between personnel airlocks and material airlocks, besides their intended use, is that the personnel airlock is composed of several successive steps in consecutive grades (D-C-B), as the personnel move by themselves from one step to the next; however, the material airlock is composed of only one step because the material has to be moved by people and they should not cross consecutive steps involving a change of grade without a change of clothing.
Therefore, the general process of material transfer in an airlock involves two people located at each end of the airlock, one person introduces the material from the lower classification side (“dirty” side) entering the airlock as little as possible and another person extracts the material from the higher classification side (“clean” side) also entering the airlock as little as possible; due to the interlocking of doors both people cannot coincide inside the airlock at the same time.
Decontamination lock
In some cases HEPA filtration of the airlock air is not sufficient, e.g. for access of materials to grade A/B areas where a reduction of the bioburden is required.
Normally this reduction is done by fumigation with a sanitizer such as hydrogen peroxide, peracetic, glutaraldehyde etc….

Hermetic Door with Ramp

Airlock Door with Pneumatic Seal
In this case, the SAS must be complemented with a series of accessories that allow the sanitization to be carried out effectively and safely:
Hermetically sealed doors, to prevent fumigation products from escaping into the area occupied by people in rooms adjacent to the airlock. The doors are usually inflatable gasket doors, operated by compressed air that allow a tight seal against the floor without the need for a bottom step. This allows easy access to the airlock for trolleys or wheeled containers. If inflatable seal doors are used, it is necessary to install "submarine" type doors with a bottom step against which the bottom of the door closes; in this case a manual folding ramp must be added to allow access for containers or wheeled trolleys.
HEPA aeration system to evacuate the sanitizing product before opening the discharge door, to protect personnel.
SAS
Pass-through SAS
Also called pass-Trhough.
It is the simplest type of airlock.
Its effectiveness is based on the interposition of two or more interlocked or marked doors with alternative opening, without interior air treatment.
This type of airlock is not admitted by Annex 1 GMP in the transfer of materials to classified rooms since it does not have active air inside, which is a fundamental characteristic that Annex 1 requires in all airlocks that communicate with GMP classified areas (grades A to D).
Dynamic SAS
To comply with the specifications of Annex 1 GMP the SAS must be swept by ultrafiltered air, this type of SAS is often referred to as dynamic SAS and can adopt various configurations.
Dynamic SAS connected to the HVAC system
Basically a miniature clean room, it has an absolute filter at the top of the chamber connected to the HVAC supply mains and a return grille at low level or on the floor of the SAS connected to the HVAC system return mains. It operates continuously as another room in the HVAC system.
In this type of SAS no decontamination process can be performed, neither automatically nor manually, because the fumigation product would be dispersed by the HVAC system to the rest of the rooms.
SAS Closed-loop HEPA recirculation
Basically a miniature clean room, it has an absolute filter at the top of the chamber connected to the HVAC supply mains and a return grille at low level or on the floor of the SAS connected to the HVAC system return mains. It operates continuously as another room in the HVAC system.
In this type of SAS no decontamination process can be performed, neither automatically nor manually, because the fumigation product would be dispersed by the HVAC system to the rest of the rooms.

Open-Circuit HEPA Recirculation SAS
The SAS ventilation system takes air from one of the rooms (usually the “dirty” room), filters it through HEPA and returns it to the “dirty” room through a lower grille; this system achieves the degree of cleanliness in the chamber and maintains the SAS at a higher pressure than the “dirty” room, but there is open communication between the SAS chamber and the “dirty” room through the exhaust air grille.
When the “clean” zone door is opened there is direct communication between the “clean” zone and “dirty” zone through the chamber and the exhaust air grille, even though the “dirty” zone door is closed and latched.
With the ventilation system in continuous operation, the flow of clean air would prevent the entry of contamination from the “dirty” zone to the “clean” zone, but the shutdown of the ventilation system would mean a possibility of contamination.

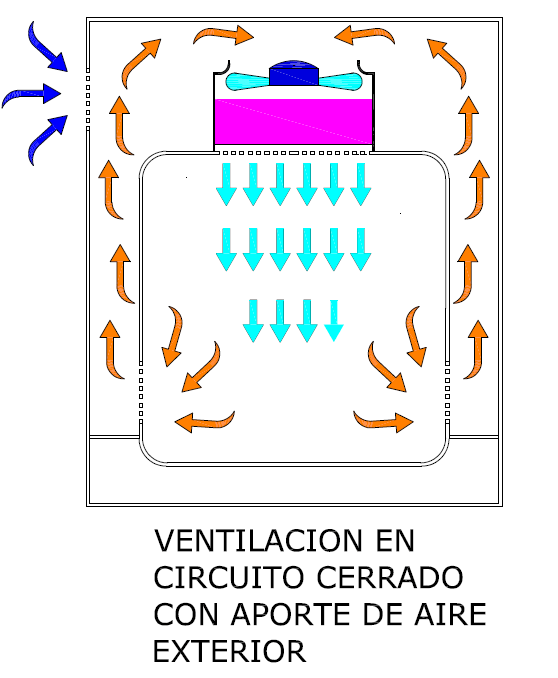
Closed-Circuit Recirculation with Air Intake
In some cases the recirculation system is complemented by a small air intake from the “dirty” zone before the HEPA filter which helps to overpressure the SAS chamber.
This is a similar case to the previous one, while the system is in operation the pressure regime and the air flow avoids contamination from “dirty” to “clean” zone, but the stop of the ventilation system implies a possibility of contamination.
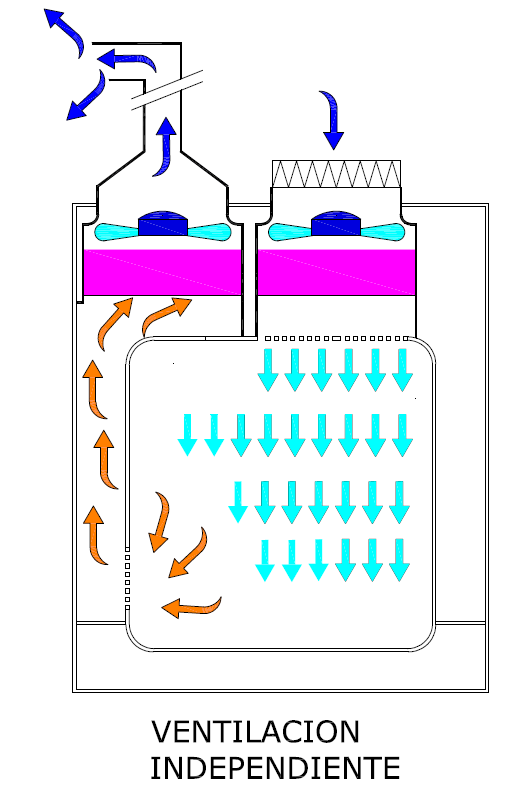
Independent ventilation without recirculation
In this case the ventilation system is totally independent of the rooms, it takes the air from a technical area through a pre-filter and introduces it into the chamber by means of a fan and a HEPA filter.
The air is extracted from the chamber by means of another HEPA filter and another fan and expelled to the outside.
By acting on the speed of the fans, the pressure inside the chamber can be balanced to maintain it at a specified value.
In theory the HEPA extraction filter would not be necessary, but it is highly recommended to avoid that during fan shutdown outside contamination can enter the chamber through the extraction duct and grille.
The independent ventilation system allows the fans to be stopped when the SAS is not in use and only start up during transfer operations.
It also allows that during the opening of the “dirty” door the extraction fan is stopped so that all the clean air blown into the chamber exits to the “dirty” zone avoiding the entry of “dirty” air into the chamber.
In the same way, during the opening of the “clean” door, the extraction fan is kept running so that the air from the chamber does not escape into the “clean” zone.
In any case, whatever the ventilation model, this type of SAS requires PLC automation to control the interaction between fans, door interlocks, timings, etc. It should even be able to discriminate between an inlet cycle to the “clean” zone and an outlet cycle to the “dirty” zone.
Decontamination SAS
This type of SAS or airlock requires an independent open-loop ventilation system, since closed-loop recirculation does not facilitate ventilation for biocide removal after disinfection is complete and closed-loop systems with air intake would allow the biocide mist to escape to occupied areas.
The most appropriate system is independent open-loop ventilation with HEPA supply and HEPA exhaust.
Another essential requirement in these SAS and airlocks is the existence of totally watertight doors to prevent the biocide from escaping to occupied areas, both in the “clean” and “dirty” zones.
In the case of SAS, door sealing can be achieved by means of continuous pressure seals (static seals) or by means of compressed air inflatable seals (dynamic seals).

Typical SAS decontamination cycles are:
Pre-treatment: Depending on the type of biocide to be injected, it may be necessary to pre-condition the chamber to achieve temperature and humidity conditions that ensure the optimum performance of the biocide.
Injection: In this stage the injection of the biocide takes place, during a determined time until the specified concentration is achieved.
Contact: Once the injection is finished, the chamber is kept with the concentration of biocide in the environment for a specified time.
Aeration: In this stage the chamber is ventilated by injecting and extracting ultra-filtered air until the biocide concentration is reduced to below safety limits, for the protection of personnel who will discharge the SAS or airlock (e.g., in the case of hydrogen peroxide this limit is less than 1ppm).
A PLC control system is essential, both for the development and timing of the cycle phases and to establish a series of protections to avoid malfunctions, such as starting injection with an open door, opening doors during any of the stages, management of cycle aborts and emergency stops etc. ....
The management of cycle aborts is also important since a cycle aborted after the biocide injection has taken place requires a complete aeration stage, before allowing the opening of the "dirty" zone door.
And in no case can it allow the opening of the "clean" zone door since decontamination has not been completed.
Personnel airlocks
In the personnel airlocks, the change of clothing is carried out, both at the entrance and at the exit.
These operations, especially the removal of clothing, are highly polluting in terms of viable particles.
For this reason, they are not recommended:
There should be separate airlocks for personnel entering and exiting grade B areas. Where this is not possible it must be justified by procedure.
The classification of the airlocks must be ascending grade (from D to C, from Ca B and from the final airlock B to room l grade B).
Hand wash basins should only be in the first stage of the locks (grade D).
SUMMARY OF ANNEX 1 ITEMS AFFECTING SAS AND LOCKS
4.11 Transfer of materials, equipment and components to Grade A or B areas should be carried out through a unidirectional process.
Whenever possible, items should be sterilized and passed to these areas through dual access sterilizers (e.g., through a double door autoclave or a depyrogenation oven/tunnel) sealed in the wall.
Where sterilization during transfer of items is not possible, a procedure that achieves the same objective of not introducing contamination should be validated and implemented (e.g., through an effective disinfection process during transfer, rapid transfer systems for isolators or, in the case of gaseous or liquid materials, a bacteria-retaining filter).
Removal of items from grade A and B areas (e.g., materials, waste, environmental samples) should be carried out through a separate unidirectional process.
If this is not possible, time-based separation of movement (incoming/outgoing material) by procedure should be considered and controls should be implemented to avoid potential contamination of incoming items.
4.12 Airlocks should be designed and used to provide physical separation and minimize microbial and particulate contamination of different areas, and should be used for material and personnel moving between different grades.
Wherever possible, airlocks used for personnel movement should be separated from those used for material movement.
Where this is not practical, separation of movements (personnel/material) based on time per procedure should be considered.
Airlocks should be effectively treated with filtered air to ensure that the degree of cleanliness is maintained.
The final stage of the airlock should, in the “at rest” state, be of the same degree of cleanliness (viable and total particulate) as the cleanroom to which it leads.
The use of separate changing rooms for entering and exiting the grade B area is desirable. Where this is not practical, consideration should be given to separation of activities based on time (entry/exit) per procedure.
Where the CCS indicates that the risk of contamination is high, separate changing rooms should be used for entering and exiting production areas.
Airlocks should be designed as follows:
- Personnel airlocks: Upward sorting areas used for personnel entry (e.g., from grade D area to grade C area to grade B area).
In general, hand-washing facilities should be provided only in the first stage of the locker room and not be present in locker rooms that directly access the B grade area - Material locks: used for the transfer of materials and equipment.
- Only materials and equipment that have been included on an approved list and evaluated during the validation of the transfer process should be transferred to Grade A or Grade B areas through an airlock or pass-through SAS.
Equipment and materials (intended for use in the Grade A area) must be protected when transiting through the Grade B area. Any unapproved items requiring transfer must be pre-approved as an exception.
Appropriate risk assessment and mitigation measures must be implemented and recorded in accordance with the manufacturer’s CCS and include a specific disinfection and monitoring program approved by Quality Assurance. - Pass-through SAS should be designed to protect the highest quality environment, e.g., by effective ventilation with an active filtered air supply.
- Movement of material or equipment from lower grade or unclassified areas to higher grade clean areas must be subject to cleaning and disinfection commensurate with the risk and in line with the CCS.
- Only materials and equipment that have been included on an approved list and evaluated during the validation of the transfer process should be transferred to Grade A or Grade B areas through an airlock or pass-through SAS.
4.13 In the case of pass-through SAS and airlocks (for material and personnel), the entrance and exit doors should not be opened simultaneously.
For airlocks leading to Grade A and Grade B areas, an interlocking system should be used.
For airlocks leading to Grade C and D areas, at a minimum a visual and/or audible warning system should be in operation.
Where necessary to maintain zone segregation, a delay should be provided between the closing and opening of interlocked doors.
8.46 When necessary, materials, equipment and components should be sterilized by validated methods appropriate to the specific material.
Adequate protection should be provided after sterilization to prevent recontamination.
If sterilized items are not used immediately after sterilization, they should be stored using properly sealed packaging and a maximum retention time should be established.
Where warranted, components that have been packaged with multiple layers of sterile packaging need not be stored in a cleanroom if the integrity and configuration of the sterile packaging allows the items to be easily disinfected during transfer by operators to grade A (e.g., through the use of multiple sterile covers that can be removed at each transfer from lower to higher grade).
Where protection is achieved by containment in sealed containers, this packaging process should be carried out prior to sterilization.
8.47 Where materials, equipment, components and ancillary items are sterilized in sealed packaging and then transferred to Grade A, this should be done using appropriate validated methods (e.g. air locks or SAS) with appropriate disinfection of the outside of the sealed packaging.
The use of RTP (Rapid Trnasfer Ports) should also be considered.
These methods must be shown to effectively control the potential risk of contamination of Grade A and B areas and, similarly, the disinfection procedure must be shown to be effective in reducing any contamination on the package to levels acceptable for entry of the article into Grade B and A areas.
GLOSSARY
Airlock: an enclosed space with interlocked doors, constructed to maintain air pressure control between adjoining rooms (usually with different air cleanliness standards).
The purpose of an airlock is to prevent the entry of particulates and contamination by microorganisms from a less controlled area.
Pass-Through hatch (SAS): synonymous with airlock, but typically smaller in size

Miguel Ruiz
Valtria GMP Consultant